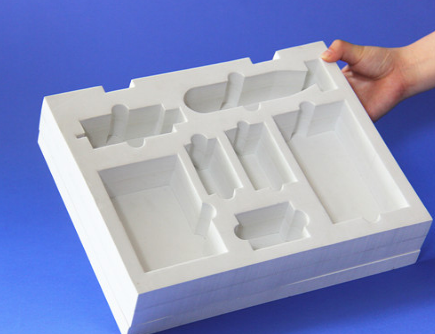
大家上午好,今天EVA箱包内托厂家小编我和大家分享一个CNC箱包内托的案列。2000个做了一个星期的案列。客户主要是做箱包这块的,这次要做2000个红色的箱包,主要是装游戏机这块。见如下图片,比较厚总厚有60MM厚。而且一些边距比较薄,实际加工起来报废率或者效率会比较慢。面临的主要几个问题以及实际解决方案和大家说说.


1:颜色的选择,客户要红色,那么EVA泡棉厂家材料红色的也有好多种,比如大红,深红,普红等,需要一定的样品或者潘通号来参考,最终客户是提供了样品和潘通号,我们根据潘通号,发泡的时候进行了定制发泡,才能达到客户的效果。大家看下如下都是红色,所以选择EVA泡棉材料的颜色是非常关键的。

2:加工的厚度,客户要求整体厚度是65MM,EVA泡棉发泡原材料所有的厂家都是最后60MM,那么就需要增加5MM。经过贴合成65MM厚度进行CNC加工。很多厂家再贴合的过程中,只是使用了一层胶贴合,这种比较容易导致贴合不紧。CNC加工过程可能导致裂开。那么需要再60MM的一面,和5MM的一面都过胶,双面粘贴在一起。胶与胶融合这样粘性才会更强。

3:加工时候刀的速度调整,针对壁厚的地方速度可以加快些,但是针对壁比较薄的地方,需要降低他的转速,以及厚度比较深的地方,需要先洗轮廓,再一点点的往下CNC加工,确保壁不会被损坏。

4:总体来说,其实还有很多一些细节,比较产品摆放的精度,切割的转速,切割的程序轮廓等都要有一定的经验。

Copyright © EVA内衬厂家-东莞富博包装- 备案号:粤ICP备19108451号
技术支持:富博包装[富博包装技术中心]



管理员
该内容暂无评论