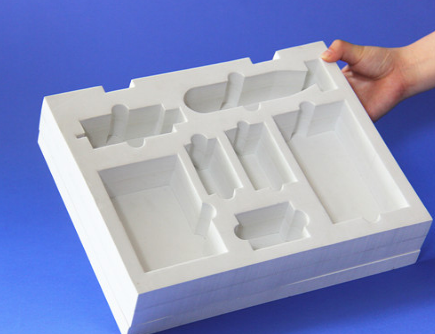
我们知道eva泡棉雕刻是根据客户要求定制的。无论形状和结构如何,属于是一体成型工艺,同时eva泡棉雕刻是通过精密雕刻机完成的。EVA制品具有3D立体效果,一体成型,它们通常用于电子产品,电气产品,内包装和粘合剂。模切冲孔类型用于各种产品的防震。 您知道在eva泡棉雕刻和注塑过程中要注意什么吗?

1.eva泡绵雕刻注塑压力:
注塑压力是由注塑系统的液压系统供给的。液压缸的压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压力的推动下,经注塑机的喷嘴进入模具的竖流道(对于有些模具来说也是干流道)、干流道、分流道,并经浇口进入模具型腔,这个进程即为注塑进程,或许称之为填充进程。压力的存在是为了打败熔体活动进程中的阻力,或许反过来说,活动进程中存在的阻力需要注塑机的压力来抵消,以保证填充进程顺利进行。
2.eva泡绵雕刻注塑时间
这儿所说的注塑时间是指塑料熔体布满型腔所需要的时间,不包括模具开、合等辅佐时间。尽管注塑时间很短,对于成型周期的影响也很小,可是注塑时间的调整对于浇口、流道和型腔的压力控制有着很大作用。合理的注塑时间有助于熔体志向填充,而且对于进步制品的表面质量以及减小尺度公差有着非常主要的意义。
3.eva泡绵雕刻注塑温度
注塑温度是影响注塑压力的主要要素。注塑机料筒有5~6个加热段,每种材料都有其适合的加工温度(详细的加工温度可以参看材料供货商供给的数据)。注塑温度有必要控制在必定的范围内。温度太低,熔料塑化不良,影响成型件的质量,添加技能难度;温度太高,材料简略分解。在实习的注塑成型进程中,注塑温度一般比料筒温度高,高出的数值与注塑速率和材料的功用有关,可达30℃。这是由于熔料通过注料口时遭到剪切而发作很高的热量构成的。在作模流分析时可以通过两种方法来抵偿这种差值,一种是设法丈量熔料对空注塑时的温度,另一种是建模时将射嘴也包括进入。
以上详细说明了EVA泡棉雕刻和注塑过程中注意事项,把eva泡绵雕刻注塑的压力保证填充进程顺利进行且合理的注塑时间有助于熔体志向填充,让注塑温度有必要控制在必定的范围内。
Copyright © EVA内衬厂家-东莞富博包装- 备案号:粤ICP备19108451号
技术支持:富博包装[富博包装技术中心]



管理员
该内容暂无评论